
In fields with stringent demands on hygiene and aesthetics, such as medical implants and high-end aesthetic devices, component surfaces must achieve a near-perfect mirror finish. However, many teams face significant obstacles—surface defects, loss of dimensional accuracy, or skyrocketing costs—when attempting to transition from precision machining to mirror polishing.These issues often stem from treating polishing” as an isolated post-processing step, neglecting its inherent, strong interdependence with preceding CNC machining accuracy, material properties, and the overall process chain design.
This article deconstructs the integrated high-precision milling-to-polishing technical chain, revealing the critical decision points that impact final surface quality and manufacturing costs, and provides a practical framework for evaluating manufacturing partners.To systematically overcome this challenge, the entire manufacturing flow must be re-examined from a more fundamental perspective.
Why is the Quality Ceiling for Mirror Polishing Determined in the CNC Milling Stage?
It is crucial to understand that mirror polishing is not a “cosmetic” process meant to hide defects, but rather the final enhancement of a high-quality substrate achieved through precision milling. High-Precision CNC Milling is the foundational prerequisite for obtaining a polishable base.
The polishing process works by progressively removing microscopic peaks and valleys to flatten the surface. If the surface roughness (Ra value) after milling exceeds 0.4μm, or if there are visible chatter marks or microscopic irregularities, subsequent polishing will struggle immensely. Instead of creating a uniform mirror, the process will often exaggerate these flaws, lead to local over-polishing causing dimensional inaccuracy, or fail entirely. It is akin to trying to paint a smooth finish on a bumpy, unprepared wall.
The surface integrity of CNC milling parts directly dictates the part’s final performance. The American Precision Machining Association (APMI International), in its discussions on surface integrity, emphasizes that the post-machined surface condition—including roughness, residual stress, and microstructural changes—is a core factor influencing a part’s fatigue strength, corrosion resistance, and service life. Therefore, a high-precision, highly stable milling process not only provides a smooth foundation but also ensures the integrity of the material’s surface layer, laying a solid groundwork for successful polishing and long-term, reliable part performance.
316L or 304 Stainless Steel? How Does Material Choice Affect Polish ability and Part Lifespan?
When collaborating with a custom stainless steel parts manufacturer, material selection is a strategic decision that determines part longevity and the durability of the polished finish. While 304 and 316L stainless steels may appear similar, their intrinsic differences are significant.
The core difference lies in their chemical composition. 316L stainless steel contains 2-3% Molybdenum (Mo) and has a lower carbon content (L denotes Low carbon). The addition of Molybdenum greatly enhances the material’s resistance to pitting and crevice corrosion in chloride environments (e.g., saline, sweat, disinfectants). Its more stable metallographic structure allows 316L to resist corrosion and maintain its luster and integrity over the long term after metal CNC milling and polishing. Consequently, for medical implants, surgical instruments, or high-end consumer device housings that are in constant contact with the human body or require frequent sterilization, 316L is unequivocally the superior choice.
Conversely, incorrectly selecting 304 stainless steel for such applications introduces latent risk. While the initial mirror finish on both may look comparable, 304 is significantly more susceptible to pitting and loss of gloss when exposed long-term to sweat or chemical agents. Microscopic corrosion can undermine the polished layer from within, leading to unsightly and irremovable micro-pits. This not only ruins aesthetics but can become a breeding ground for bacteria, ultimately causing product failure and loss of customer trust. In applications involving safety and long-term use, the minor cost difference in material is far outweighed by the potential risk of failure.
What Are the Key Stages in a Complete Industrial-Grade Prototype and Part Manufacturing Workflow?
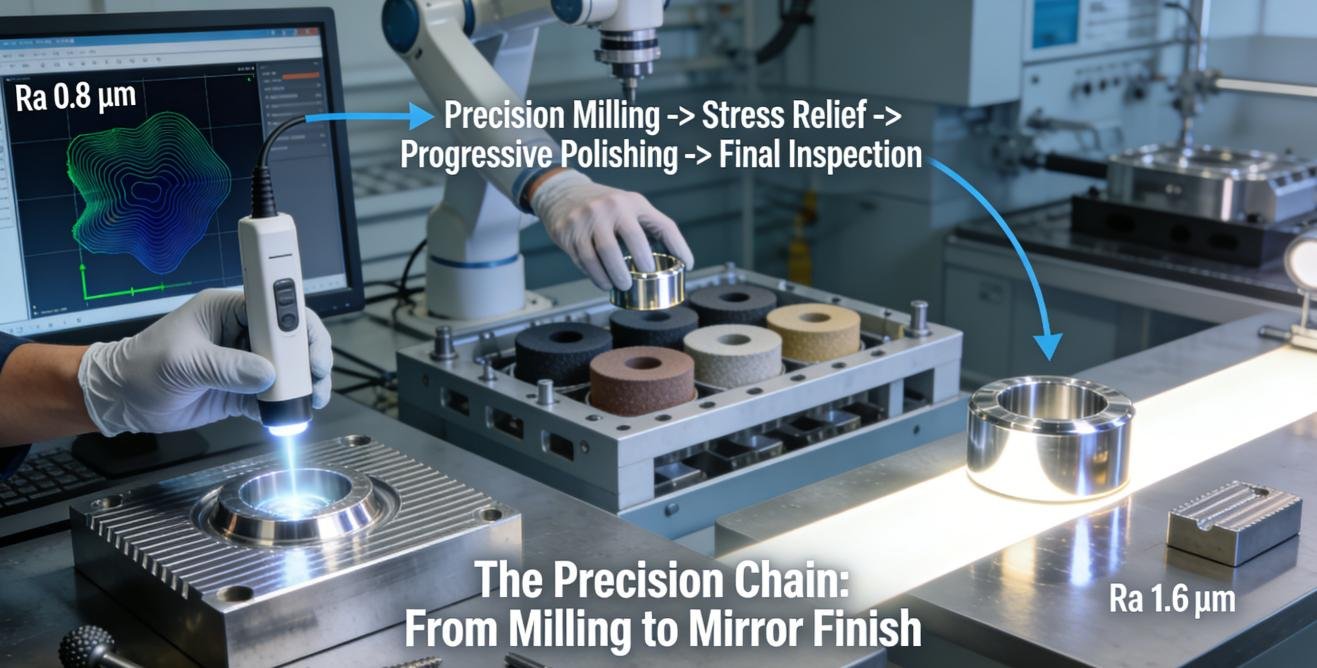
Achieving a mirror finish requires a tightly interlinked system of Industrial Prototyping Solutions and Custom Parts Production. This rigorous process begins with Design for Manufacturability (DFM) analysis to optimize the part for machining and polishing. It is followed by multi-stage CNC milling—roughing, semi-finishing, and precision finishing—to create a superior base surface.
After machining, a stress relief treatment prevents distortion. Finally, a meticulous progressive polishing process, using abrasives of sequentially finer grits, is employed to attain the specified optical-grade mirror finish.For an in-depth technical extension on this process, refer to this professional guide on CNC Milling Parts mirror finishing.
How Does the Cost Structure Change When Pursuing an Ultra-High Ra 0.1μm Finish?
H3:Primary Drivers of Elevated Cost
Achieving an optical-grade Ra 0.1μm finish from a standard Ra 1.6μm machined surface causes a non-linear rise in CNC Milling Cost. Understanding these key increments is essential for effective budget management.
- Process Intensity & Infrastructure Investment:
The primary cost drivers are intense labor and specialized infrastructure. Finishing passes require much slower speeds, and the multi-stage polishing process heavily depends on skilled technician time. Furthermore, polishing must occur in a controlled, temperature-stable, and low-particulate environment to prevent defects, representing significant facility investment. - Consumable & Verification Expenses:
High-quality consumables and advanced verification add substantial cost. The final mirror finish demands expensive dedicated materials like diamond paste. Crucially, verifying a Ra 0.1μm surface requires costly non-contact metrology equipment, such as white light interferometers, for accurate measurement.
Strategic Budget Optimization
Significant cost savings are achievable through intelligent design and specification. Not all part surfaces require a mirror finish. Implementing a robust Design for Manufacturability (DFM) review to avoid unpolishable features and clearly defining surface finish requirements on drawings—distinguishing critical “appearance surfaces” from non-critical ones—can dramatically reduce expense. This aligns with quality cost management principles, where upfront investment in prevention reduces failure costs later.
What Credentials and Case Studies Matter More Than Low Price When Evaluating a CNC Machining Service Provider Online?
When searching online for providers of CNC milling parts online, for parts with high requirements like mirror finishes, evaluation must look beyond price and focus on technical capability and quality systems. Here is a critical checklist for supplier screening:
Technical Equipment and Verifiable Accuracy
A manufacturer’s capability is fundamentally rooted in its machinery. When evaluating a provider for high-tolerance parts, it is essential to request and review accuracy reports for their key equipment, such as documented machine tool positioning and repeatability accuracy. Manufacturers genuinely equipped for High-Precision CNC Milling will transparently provide this data, offering quantifiable proof of their ability to meet stringent specifications for CNC milling parts.
Comprehensive Quality Certification System
Beyond machinery, a robust quality management system, validated by international standards, is non-negotiable. These certifications demonstrate a systematic, process-oriented approach to quality control and continuous improvement.
- Foundational & Industry-Specific Certifications:
Foundational quality management is confirmed by ISO 9001. For specialized sectors, IATF 16949 (Automotive) and AS9100D (Aerospace) represent more stringent process control requirements. - Specialized Medical-Grade Certification:
For medical components, certifications like ISO 13485 are critical, as they impose strict requirements for biocompatibility, cleanliness, and full traceability. A provider like JS Precision, which holds ISO 9001:2015, ISO 13485, and IATF 16949, exemplifies the commitment needed for demanding industries.
Relevant Industry Success Stories and In-Depth Engineering Support
Request to see successful case studies for CNC milling parts in industries similar to yours (e.g., medical, optics, consumer electronics), particularly with documented surface roughness measurement reports. A superior provider should proactively offer free DFM analysis, demonstrating its process knowledge and commitment to project success. For complex, high-tolerance components, the supplier’s process knowledge and quality control system are far more critical than unit price differences. One can refer to providers of professional milling services that integrate the aforementioned capabilities as an example.
Conclusion
Achieving the high-quality leap from precision machining to a mirror polish is not a challenge of a single process, but a systems engineering project involving design, material, process chain, and quality control. The key to success lies in selecting a manufacturing partner that possesses not only high-precision equipment but, more importantly, deep process knowledge and a rigorous quality management system.
Before initiating your next high-surface-quality part project, it is advisable to request detailed technical proposals and compliance certifications from potential suppliers. Consult with a professional manufacturing service provider immediately to obtain a manufacturability (DFM) analysis report tailored to your design.
FAQs
Q: What is the minimum information needed to get an online CNC machining quote?
A: The core requirements are a 3D model file (e.g., STEP, IGES) and clear 2D drawings. The drawings must clearly specify critical dimensions and tolerances, material grade, and surface roughness requirements for all relevant surfaces. The more complete the information, the more accurate the quote.
Q: How much more expensive is stainless steel mirror polishing (Ra 0.1μm) compared to standard finishing (Ra 1.6μm)?
A: The cost increase is significant, typically ranging from 50% to 150% or even higher, depending heavily on the part geometry. Polishing complex internal cavities and micro-features greatly increases manual labor time and process difficulty, being the primary cost drivers.
Q: For a beauty device housing that frequently contacts human skin, which stainless steel is recommended?
A: 316L stainless steel is strongly recommended. Its excellent corrosion resistance and biocompatibility effectively resist erosion from sweat and cosmetic residues, ensuring the surface remains bright and new over long-term use without rust risk.
Q: How can one preliminarily assess if a CNC shop can consistently achieve a Ra 0.1μm mirror finish?
A: Request to see pictures or inspection reports of their successful cases with similar surface requirements. Inquire about their polishing process flow, the temperature and humidity control in their workshop, and whether they possess surface roughness inspection equipment like white light interferometers.
Q: For small-batch trial production versus mass production, what are the key differences in achieving a mirror finish?
A: Trial production focuses on process validation and parameter exploration, often relying on technician experience. Mass production, however, must standardize and toolize the process parameters and implement Statistical Process Control (SPC) to ensure consistency in surface quality across every batch.